Una punzonadora es un tipo de máquina que se usa para perforar y conformar planchas de diferentes materiales usando un punzón y una matriz a semejanza de una prensa. Éstas pueden ser sencillas (comandadas manualmente, con un solo juego de herramientas) o muy complejas (como punzonadora de CNC, con carga automática o múltiples herramientas).
La punzonadora generalmente trabaja partiendo de formatos de chapa metálica, pero también exinte que parte de bobinas. El punzonado desde bobinas brinda gran eficiencia y desde chapa otorga gran flexibilidad. Trabajar partiendo desde bobina es recomendado para series muy grandes de producción, donde se utiliza siempre el mismo material y el ancho de la bobina coincide generalmente con el ancho de la pieza. Tiene la ventaja de que el material solo circula en una dirección con lo cual se evitan rozaduras en la chapa y desplazamiento innecesarios.
Al realizarse un corte por punzonado, el material se comprime deformándose las fibras. Cuando la presión ejercida llega a ser mayor que la resistencia del material a la cizalladura (o cortadura), se rompe por desgarramiento.
La parte superior del troquel se llama punzón, y la inferior matriz. Entre ambos ha de existir una tolerancia de corte adecuada. Ésta varía con el espesor y con el tipo de material de la chapa (normalmente se obtiene de un porcentaje con relación al espesor de la chapa).
La tolerancia de corte adecuada es aquella que hace coincidir las fracturas de corte generadas por el punzón y por la matriz.
De forma general se puede establecer que a mayor esfuerzo de corte del material y mayor espesor de chapa la tolerancia de corte debe ser mayor. Por ejemplo, para chapas de un mismo espesor se necesitará una tolerancia de corte mayor para el inoxidable que para una de acero o de aluminio. Por otro lado una chapa de 6 mm. de espesor necesitará más tolerancia que una chapa de 1 mm.
Los valores de la tolerancia pueden variar desde un 15% a un 25% del espesor de material en función del espesor y tipo de material. Como regla general se podría aplicar como tolerancia de corte un 15% para el aluminio, un 20% para el acero y un 20-25% para el inoxidable.
Beneficios de utilizar una tolerancia de corte adecuada:
- Menor rebaba y curvatura en los agujeros.
- Agujeros más uniformes y cortes más limpios.
- Piezas punzonadas más planas, con menos deformaciones.
- Mayor precisión entre agujeros.
- Mayor vida del utillaje (punzón y matriz).
- Mejor extracción del punzón.
- Menor adhesión del material punzonado en las paredes del punzón.
Punzonadora CNC
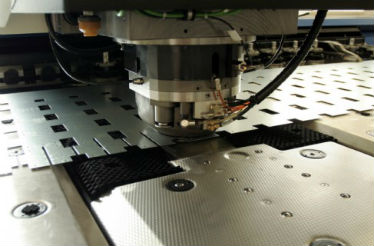
El punzonado en punzonadoras de CNC es una operación mecánica automatizada con la cual mediante herramientas especiales (punzones) aptas para el corte se consigue realizar agujeros en chapas (separar una parte metálica de otra obteniéndose una figura determinada).
Actualmente en el mercado podríamos clasificar las punzonadoras CNC en dos tipos en función del tipo utillaje que utilicen:
Las punzonadoras de torreta: tienen un doble tambor (torreta superior e inferior) donde van alojados los utillajes de punzonado. El utillaje se compone de un contenedor (porta-punzón) que va montado en la torreta superior y que consta de una guía, un muelle, el punzón y el pisador. En la torreta inferior se montará la matriz. Esta torreta girará en función del programa para ir seleccionando los utillajes necesarios para realizar la pieza.
En una punzonadora de torreta la punzonadora hará girar la torreta y situará el utillaje justo debajo del martillo de la máquina. A partir de ese momento el martillo descenderá empujando al porta-punzón. El pisador contactará con la chapa presionando y sujetando la chapa manteniéndola plana contra la matriz. El martillo seguirá bajando, comprimiendo los muelles del porta-punzón y haciendo descender al punzón. El punzón iniciará la penetración en la chapa produciendo una pequeña curvatura en la chapa alrededor del filo cortante del punzón y de la matriz. Seguidamente se iniciará una fase de corte que posteriormente se convertirá en unas fracturas en la chapa tanto en la parte superior como inferior debido al arranque del material. Cuando coincidan las fracturas anteriores el retal correspondiente al agujero quedará suelto de la chapa. El martillo seguirá bajando hasta su límite inferior para facilitar la caída del retal. A continuación el martillo subirá y los muelles del contenedor extraerán el punzón de la chapa mientras el pisador mantiene la chapa completamente plana.
Las monopunzón: el segundo tipo de punzonadora tienen un almacén de utillaje. La punzonadora ira cogiendo y dejando los utillajes de ese almacén. Cada una de las posiciones del almacén dispone de un cassette donde están montados el punzón, el separador, la matriz y un anillo de orientación.
La punzonadora deberá dejar el punzón situado debajo del martillo en su lugar del almacén e ir a buscar el utillaje deseado. La diferencia principal en el ciclo de punzonado es que el separador no presiona la chapa mientras el punzón está agujereando la chapa pero se mantiene a muy poca distancia de la superficie superior de la chapa. Otra diferencia es que es el propio martillo el que estira el punzón para sacarlo de la chapa. El separador actúa reteniendo la chapa cuando esta tiende a subir junto con el punzón.
Contacte con nosotros